欢迎光临~开云集团·(中国)股份有限公司官网网站!
语言选择:
 ∷
∷

∷
 ∷
∷
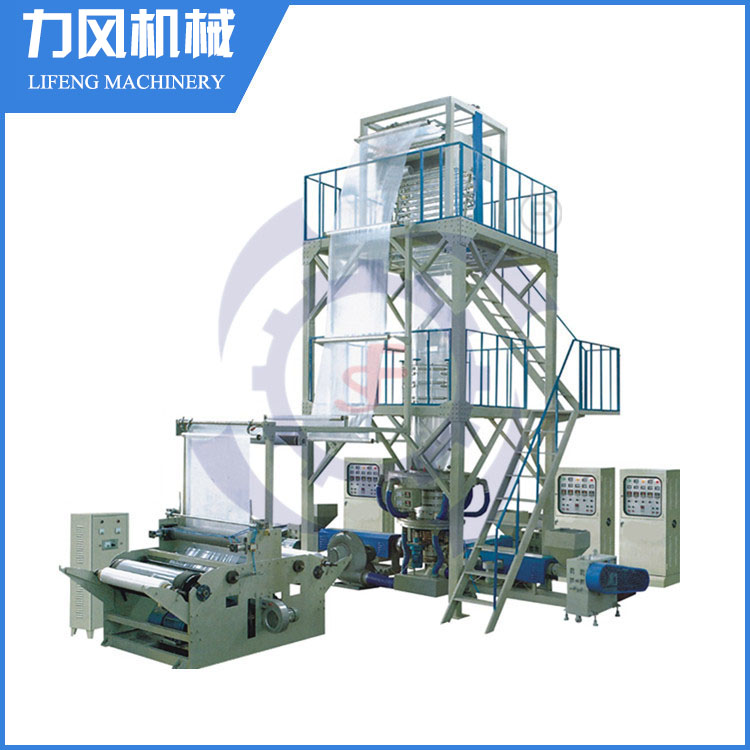
在开云集团·(中国)股份有限公司官网吹塑薄膜的生产过程中,产品可能会有各类情况发生,下面我们来介绍下开云集团·(中国)股份有限公司官网吹塑薄膜产生皱褶的原因及其解决方法,产生褶皱的原因大致有:机头安装不平;薄膜厚度不均匀;冷却不够或不均匀;人字板或牵引机与机头中心未对准;人字板夹角太大;牵引辊变形或松紧不一致;卷取张力不恒定等等。要解决两折膜出现的皱褶问题,只要针对其原因进行调整,就可达到基本满意的效果。如:校正机头水平;调整薄膜厚度;调整冷却装置;对准中心线;减小人字板夹角;调整牵引辊;调节薄膜张力等。而宽幅、四折膜皱褶的产生除上述原因外,插板结构型式及插入角的大小,是影响薄膜产生皱褶的重要因素。因此,四折膜皱褶的消除,关键是插板的设计。本文就平板式插板设计参数的确定进行探讨,并确定了插板顶角与插入角之间的关系。
联系人:经理
手机:15381575757
电话:0577-65166000
邮箱:shunfeng@shunfengmachine.com
地址: 中国浙江温州瑞安市上望街道听潮路66号C23-1(置信工业园)
Copyright ©开云集团·(中国)股份有限公司官网 All Right Reserved.浙ICP备11060676号-2 Sitemap
 kefulianxi
kefulianxi
